发布日期: 2012-02-16 浏览次数:1385
目前,我国冷轧带肋钢筋设备生产冷轧带肋钢筋的工艺基本上归纳为两种,其一为轧制工艺,即利用三辊技术将原料断面——弧三角——圆断面——弧三角——刻痕,如图1所示,其二为拉拔工艺,即利用冷拔模具将原料断面——圆断面——圆断面——弧三角——刻痕,见图2所示。一般*道次压缩率固家为22.2%。
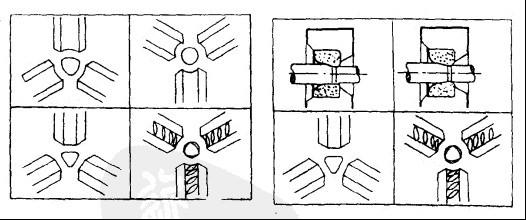
图1 冷轧带肋筋轧制生产工艺 图2 冷轧带肋钢筋拉拔生产工艺
两种生产工艺相比,冷轧更有利用金属的塑星变形,轧件与轧辊之间为滚动摩擦,因而有较好的塑性变形能力和较低的加工硬化率,可以承受较大的变形量,即提高了延伸率和变化效率,适合于负偏差轧制,另外,轧制使盘条之间的电接头仅受到压力作用,电接部位的缺陷逐渐弥合,断头率较低,仅为拉拔工艺的2%,可以充分发挥冷轧带肋钢筋设备的速度潜力。轧制工艺生产的成品松驰性能比拉拔的好,而且轧制的成品有更高的屈服*限。但是轧制工艺成品抗拉强度一般低于冷拔工艺成品的5%左右,生产成本要比冷拔工艺略高。若产品要求较高强度或原材料强度较低,可采用拉拔工艺,并增加由立式和水平双排辊组成的消除应力装置,将成品延伸提高1%-2%,从而克服成品延伸率低的缺陷。
销售电话1: 13703999014
销售电话2: 0371-64388822
公司邮箱: 5651359@qq.com
公司传真: 0371-64382209
公司地址: 河南省巩义市孝义路75号
| 冷轧机|冷轧设备|两肋冷轧机|钢筋调直切断机|钢筋调直机|钢筋切断机 |
| 版权所有 巩义市金迪冶金设备有限公司 手机版 地 址:河南省巩义市孝义路75号 电 话:13703999014 李经理 后台管理 豫ICP备16030842号-3 传 真:0371-64382209 邮 箱:5651359@qq.com 网 址:www.luciennocelli.com |





